








Descripción
2 libras o 0,907 kilos por presentación
Ideal para hacer moldes para una variedad de aplicaciones: las siliconas de piel™ de dragón se pueden usar para hacer moldes excepcionalmente fuertes y resistentes al desgarro para fundir yeso, cera, concreto, resinas y otros materiales.
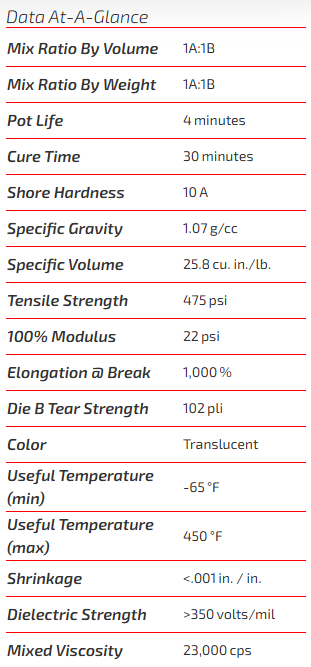
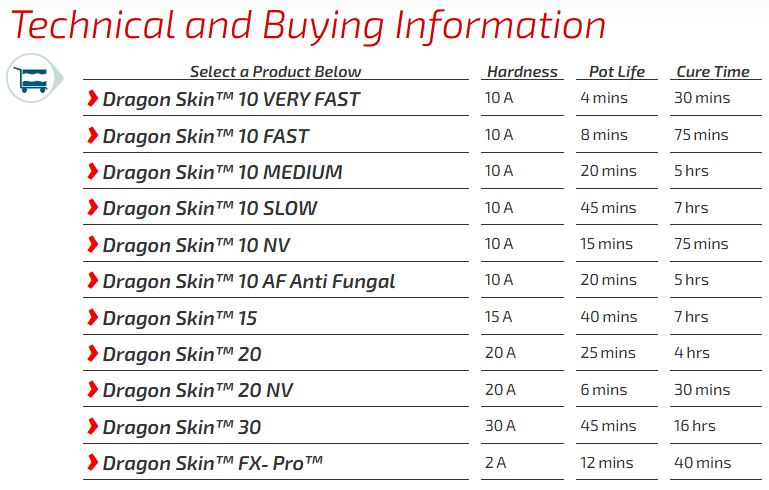
Material de efectos especiales versátil y probado en el tiempo: suave, súper fuerte y elástico, Dragon Skin™ 10 VERY FAST se usa en todo el mundo para crear efectos espectaculares de piel y criaturas. Se puede lograr un número infinito de efectos de color agregando pigmentos de silicona Silc Pig™ o polvos de efectos Cast Magic™. El caucho curado también se puede pintar con el sistema Psycho Paint™. El material curado es seguro para la piel y está certificado por un laboratorio independiente.
Fácil de usar: las siliconas de piel de™ dragón se mezclan 1A: 1B por peso o volumen. El caucho líquido se puede diluir con diluyente™ de silicona o engrosar con THI–VEX.™ El caucho se cura a temperatura ambiente (73 ° F / 23 ° C) con una contracción insignificante. Se recomienda la desgasificación al vacío para minimizar las burbujas de aire en el caucho curado.
Las siliconas Dragon Skin™ 10 tienen clasificación de llama según la especificación UL-94 HB y cumplen con la clasificación B1 para la prueba de fuego GB 8624-2012 para materiales y productos de construcción (no incluye fórmulas ‘NV’).
Instrucciones:
Seguridad: úselo en un área adecuadamente ventilada (ventilación del «tamaño de la habitación«). Use gafas de seguridad, mangas largas y guantes de goma para minimizar el riesgo de contaminación. Use solo guantes de vinilo. Los guantes de látex inhibirán el curado de la goma.
Almacene y use el material a temperatura ambiente (73 °F/23 °C). Las temperaturas más cálidas reducirán drásticamente el tiempo de trabajo y el tiempo de curado. Almacenar el material a temperaturas más cálidas también reducirá la vida útil del material no utilizado. Estos productos tienen una vida útil limitada y deben usarse lo antes posible.
Inhibición de curado: el caucho de silicona de curado por adición puede ser inhibido por ciertos contaminantes dentro o sobre el patrón que se va a moldear, lo que resulta en pegajosidad en la interfaz del patrón o una falta total de curado en todo el molde. El látex, la silicona curada con estaño, las arcillas de azufre, ciertas superficies de madera, el poliéster recién fundido, el epoxi o el caucho de uretano pueden causar inhibición.
Si la compatibilidad entre el caucho y la superficie es un problema, se recomienda una prueba a pequeña escala. Aplique una pequeña cantidad de caucho en un área no crítica del patrón. Se ha producido inhibición si el caucho está gomoso o sin curar después de que haya pasado el tiempo de curado recomendado.
Para evitar la inhibición, suelen ser eficaces uno o más recubrimientos de una laca acrílica transparente aplicada a la superficie del modelo. Deje que cualquier sellador se seque completamente antes de aplicar el caucho. Nota: Incluso con un sellador, las siliconas de platino no funcionarán con arcillas para modelar que contengan grandes cantidades de azufre. Realice una prueba de compatibilidad a pequeña escala antes de usarlo en su proyecto.
Debido a que no hay dos aplicaciones iguales, se recomienda una pequeña aplicación de prueba para determinar la idoneidad para su proyecto si el rendimiento de este material está en duda.
Aplicación de un agente desmoldante: aunque generalmente no es necesario, un agente desmoldante facilitará el desmoldeo al verter sobre la mayoría de las superficies. Ease Release™ 200 es un agente desmoldante probado para la fabricación de moldes con caucho de silicona. Los productos Mann Ease Release™ están disponibles a través de Smooth-On o de su distribuidor de Smooth-On.
IMPORTANTE: Para garantizar una cobertura completa, cepille ligeramente el agente desmoldante con un cepillo suave sobre todas las superficies del modelo. A continuación, aplica una ligera capa de niebla y deja que el desmoldeante se seque durante 30 minutos.
Si hay alguna duda sobre la efectividad de una combinación de sellador / agente desmoldante, se debe realizar una prueba a pequeña escala en una superficie idéntica para el ensayo.
Medición y mezcla: antes de comenzar, premezcle bien la Parte B. Después de dispensar las cantidades requeridas de las Partes A y B en el recipiente de mezcla (1A: 1B por volumen o peso), mezcle bien durante 3 minutos asegurándose de raspar los lados y el fondo del recipiente de mezcla varias veces. Después de mezclar las partes A y B, se recomienda la desgasificación al vacío para eliminar el aire atrapado en el caucho líquido. Su bomba de vacío debe extraer un mínimo de 29 pulgadas de mercurio (o 1 bar / 100 KPa). Deje suficiente espacio en el recipiente para la expansión del material. Aspire el material hasta que suba, se rompa y baje. Aspire durante 1 minuto después de que caiga el material.
Vertido: para obtener los mejores resultados, vierta la mezcla en un solo lugar en el punto más bajo del campo de contención. Deje que la goma busque su nivel hacia arriba y sobre el modelo. Un flujo uniforme ayudará a minimizar el aire atrapado. El caucho líquido debe nivelarse al menos 1,3 cm (1/2 pulgada) sobre el punto más alto de la superficie del modelo.
Curado / Post-curado – Deje que el caucho se cure según lo prescrito a temperatura ambiente (73 ° F / 23 ° C) antes de desmoldar. No cure el caucho donde la temperatura sea inferior a 65 ° F / 18 ° C. Opcional: El curado posterior del molde ayudará a alcanzar rápidamente las máximas propiedades físicas y de rendimiento. Después de curar a temperatura ambiente, exponga el caucho a 176 ° F / 80 ° C durante 2 horas y 212 ° F / 100 ° C durante una hora. Deje que el molde se enfríe a temperatura ambiente antes de usarlo.
Si se usa como molde: cuando se funden por primera vez, los moldes de caucho de silicona exhiben características de liberación natural. Dependiendo de lo que se esté moldeando en el molde, la lubricidad del molde puede agotarse con el tiempo y las piezas comenzarán a pegarse. No es necesario ningún agente desmoldante al fundir cera o yeso. Se recomienda aplicar un agente desmoldante como Ease Release™ 200 (disponible en Smooth-On) antes de fundir resinas de poliuretano, poliéster y epoxi para evitar la degradación del molde.
Espesamiento de siliconas de piel™ de dragón – THI-VEX™ está hecho especialmente para espesar las siliconas de Smooth-On para la aplicación de superficies verticales (fabricación de moldes con pincel). Se pueden lograr diferentes viscosidades variando la cantidad de THI-VEX.™ Consulte el boletín técnico de THI-VEX™ (disponible en Smooth-On o en su distribuidor de Smooth-On) para obtener todos los detalles.
Adelgazamiento de siliconas de piel™ de dragón: el diluyente™ de silicona de Smooth-On reducirá la viscosidad de la piel™ de dragón para facilitar el vertido y la desgasificación al vacío. Una desventaja es que el desgarro y la tracción finales se reducen en proporción a la cantidad de diluyente™ de silicona agregado. No se recomienda superar el 10% en peso del sistema total (A+B). Consulte el boletín técnico de diluyente™ de silicona (disponible en Smooth-On o en su distribuidor de Smooth-On) para obtener todos los detalles
Por más información ingresar a: www.smooth-on.com












